Етапи екологічного процесу виробництва SILIKATY BARLINEK
/ Зберігання та змішування сировини.
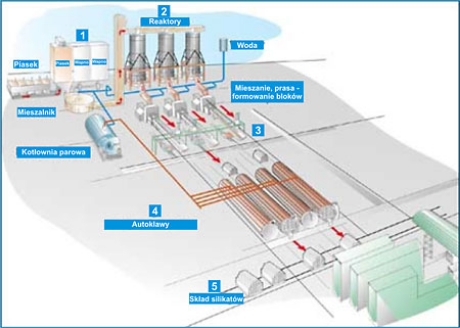
Вапно, доставлене з силосів, дозується у відповідних кількостях з піском та водою, після чого інтенсивно змішується разом і направляється до реактора за допомогою ковшового подавача.
/ Витримка
У реакторі проводиться кількагодинне витримування компонентів в умовах підвищеної температури, що виникає внаслідок хімічної реакції компонентів. Потім така суміш переміщується до прес.
/ На цьому етапі виробництва відбувається формування
Повністю автоматизований прес формує таку отриману пісок-вапняну суміш у блоки та цегли, зберігаючи відповідну форму, розмір і щільність. Потім їх розміщують на закалювальних візках і направляють до автоклавів.
/ Процес закалювання в автоклавах
На цьому етапі відбувається затвердіння напівфабрикатів під високим тиском гарячої пари [близько 16 бар] і з невеликим споживанням енергії при температурі приблизно 200°C. Короткий час закалювання становить від 4 до 8 годин і залежить від розміру блоків. Через високий тиск гарячої пари вільні кремнеземні зерна піску вивільняються. Так вивільнений кремнієвий кислота утворює з гідроксидом кальцію кристалічні фази зв'язуючого середовища, з'єднуючи між собою окремі зерна піску. Така структура відповідає за високу міцність силікатних блоків. Під час цього процесу не відбувається викиду будь-яких шкідливих речовин.
/ Охолодження
Після закалювання і охолодження силікатні блоки і цегли складаються на транспортних палетах і готові до продажу.
Завдяки такій технології вироби вапняно-піщані отримують дуже добрі технічні характеристики.